1 引言
叶丝的薄板烘丝是叶丝加工过程中的重要工序之一,其工艺任务主要是去除叶丝的部分水分,提高叶丝的填充能力和耐加工性,改善和提高叶丝的感官质量。2 生产现状
加工过程中的物料流量对于水分、膨胀率、等工艺参数起到稳定作用[2]。对薄板烘丝线三个月故障停机率统计发现:故障停机率平均值3.38%,大于目标值1.38%,给生产造成了影响。从生产现场观察,送入风选机振槽的烟丝厚薄不均,气锁出料口容易堵料。3 解决方案
针对以上原因,我们制定了如下对策:加装匀料装置、增大进风量,增大出料口高度。3.1 设计安装匀料器
目的:保证烟丝在槽床上均匀分布。(2)依据:①设计原理:倒流原理。②振槽上的烟丝状态。3.2 设计及安装图
图纸设计:匀料器采用三级分流,第一级设计成立体“尺”字型,两翼斜度成30°的结构;二、三级采用倒 “V”字鱼嘴型,两翼斜度成30°或15°并带有固定作用的翼展。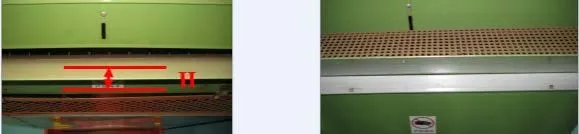
图3 主风门结构调整图
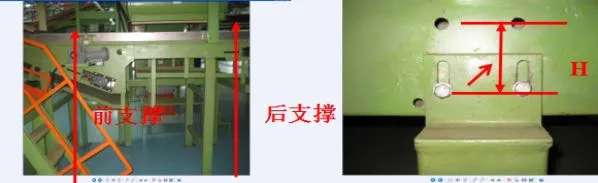
图4 出料口高度调整图

图5 参数图
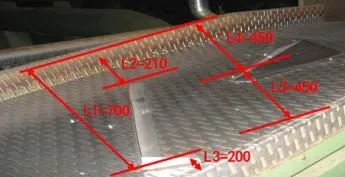
图1匀料器安装位置图
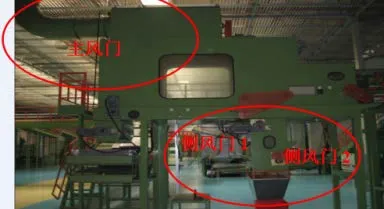
图2 主风门、侧风门工装位置
4 结论
(1)安装匀料器后,风选机进料口振槽上的烟丝可以均匀的布在振槽槽床上。(2)调整了主风门、侧风门,除杂口无烟丝落下,出料口烟丝无丝团,风门调整开度效果良好。(3)增大风选机出口高度,不再有刮料现象。经实际生产验证,事故率降低,使生产符合标准。